電話:王先生18616711339
郵箱:1006885196@qq.com
網址:m.gbdfgj.com
地址:江蘇省南通市如皋市遠洋路168
膠合木,是一種通過膠粘劑將組坯層板膠合在一起的工程木產品。用于制作膠合木的組坯層板由經過干燥、分等分級和縱向指接接長的規格材組成。對于直線形膠合木,組坯層板的厚度通常為35–50mm;對于曲線形膠合木,組坯層板的厚度通常為20–30mm。層板通過指接可以達到所需的長度,通過膠合形成所需的尺寸。膠合木的生產包括選材、分級、切割、施膠、指接、加壓等過程。

選材。用于生產膠合木的特殊等級木材( 即“lamstock”級)運到膠合木加工廠后在一定條件下儲存,這些木材含水率已被干燥到15%以下。膠合木通常采用花旗松、樟子松、鐵杉、云杉等。這些木材不僅擁有美麗的外觀,而且加工方便,持漆、持膠及持釘力都很好。
分級。組裝膠合木之前,所有木材都會經過目測分等得到強度指標,并經過機械測試得到彈性模量(E)。高強度木料通常放在膠合木的最外側,因為此處受彎作用最大、也是最需要抗阻的,同時將強度等級稍低的木材疊放在中間位置。這種混合各種不同強度的木料的做法叫做等級組合,用來保證完成的膠合木具有一致的特性。根據這兩個表征強度及硬度的參數可以確定該木料適用于做梁還是做柱。
切割。用旋轉刀頭將兩端切割出指接的形狀,指接的形狀如同梳子一般,不僅可以使前后兩塊木板完美貼合,相對于平整的接口處來說,大大增加了可供涂抹膠水的表面積。
施膠。膠合木是一種具備整體木材效能的構件和結構特點的木材品種。
指接。為了制作較長長度的膠合木,通常需要將單片的木料跟同等級已連接好的單片膠合木指接起來達到需要的長度。將粘合的規格材放進指接壓力機中并排列好,機器的壓力滾輪將兩片需要指接的木材整平,然后把兩塊的直接頭相互嵌入鎖定。當每一層木板都達到要求的長度后,就可以把它們垂直膠合增加厚度。
加 壓。使用液壓或人力夾具把膠合木夾住,安放在已經預先布置好的機器上,這樣就可以形成所需要的膠合木曲線和造型。施加壓力時,調整膠合木在水平刨床的布置使得突起最小,之后會被刨床刨平形成光滑表面。夾具壓力施加滿之后,控制膠合木在一定溫度直到膠水完全干燥。當膠水干燥后,這些膠合木比整塊實木還牢固。
修邊 刨光 。膠水干燥之后,膠合木被輸送到完成區做表面刨平、修補及端部修剪。
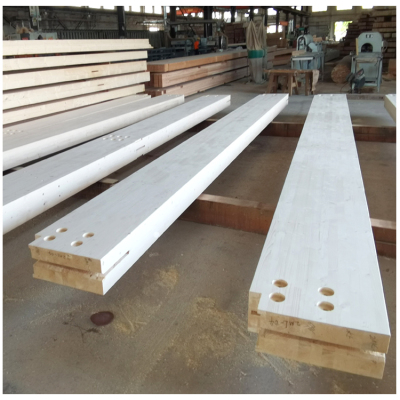
開槽 鉆孔 打磨。根據客戶所需,為連接件鉆孔、切槽,磨光表面
刷漆 打包。根據客戶所需,進行染色,刷漆涂裝清漆等工序。
這些工序需要專用裝備及量產要求,所以可以由車間而不是施工現場完成。最后,膠合木會被包裹起來準備運輸出廠。